
Растискивание точек – довольно частое негативное явление во флексопечати. Оно проявляется как увеличение размеров полутоновых точек и/или искажение их контуров. Из-за этого оттиск может быть нечетким, возникают отклонения цвета. Существует множество причин, которые могут вызвать данное явление. Некоторые из этих причин связаны с анилоксовыми валами. И в данной статье специалисты компании Apex Internationals, одной из ведущих мировых лидеров по производству анилоксовых валов, дают рекомендации, как бороться с эффектом растискивания, который связан с анилоксами.
Совет 1: Правильно выбирайте линиатуру анилокса.
Для того чтобы избежать попадания точки формы целиком в ячейку анилоксового вала необходимо правильно подобрать анилокс, учитывая линиатуру и минимальную точку флексоформы. Как правило, во флексопечати используется соотношение линиатуры формы к линиатуре анилокса 1 к 6,5. Например, при печати формой с линиатурой 54 Л/см (140 Lpi) и наименьшей точкой в 2% следует использовать анилокс линиатурой 340 Л/см.
При следовании данному совету точка при соприкосновении не будет углубляться в ячейку анилокса и набирать дополнительный объем краски на свои края.
Совет 2: Правильно выбирайте объем ячейки анилокса.
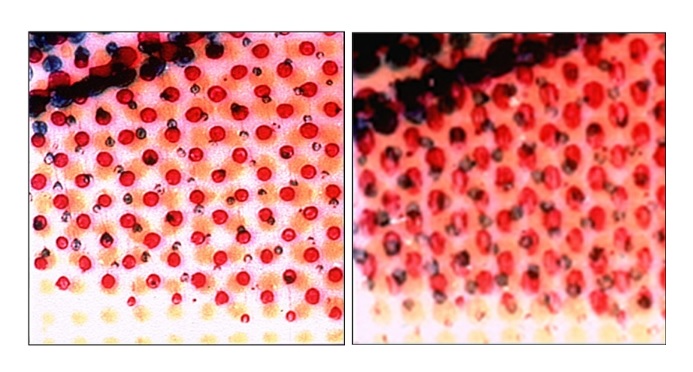
Чем выше пористость материала, на котором производится печать, тем больший объем краски необходим для равномерного слоя. При этом в попытках добиться максимальной плотности цвета и равномерности слоя может быть выбран анилоксовый вал с чрезмерной передачей краски. Как правило, в этом случае точки начнут соединяться (рисунок ниже), и если проявилась подобная картина, то стоит использовать анилокс с меньшим объемом ячейки.

Для правильного подбора анилокса следует воспользоваться специально разработанным специалистами Apex Internationals калькулятором. Вы всегда можете запросить данный калькулятор у специалистов компании «Туссон-Принт».
Совет 3: Избегайте повышенного давления на форму.
Процесс флексографической печати очень чувствителен к давлению. Повышенное давление между анилоксом и флексоформой приведет к увеличению объемов передаваемой краски и последующему растискиванию. При легком же касании (т.н. «kiss impression») на поверхности формы создастся тонкая красочная пленка, передачу которой на материал намного легче контролировать. При таком касании увеличения точек не происходит и многократно возрастает качество печати.
При правильной гравировке анилоксового вала краска переходит из ячейки анилокса на форму даже при минимальном касании, что позволяет печатать большие плашки равномерного цвета без краевого эффекта (выдавливания краски по краям). Компания Apex предлагает использовать для этого запатентованную технологию валов Apex GTT. Гравировка GTT представляет собой сеть открытых изогнутых каналов, по которым равномерно распределяется краска. Данная технология позволяет краске переходить на форму максимально равномерно, что делает ее незаменимой для самых сложных работ, с которыми классические анилоксы могут не справиться.
Не стоит забывать также и о причинах растискивания, которые могут быть не связаны с анилоксами, а именно:
- неправильный подбор толщины флексоформы и монтажной ленты, и, как следствие, задание неверного зазора между валами красочной системы;
- выбор монтажной ленты не той жесткости, либо неверное применение монтажной ленты (воздушные пузыри между лентой и формным валом);
- неправильный состав краски: отсутствие контроля вязкости (при использовании сольвентных красок) или отсутствие контроля pH (при использовании водных красок);
- механические проблемы во флексопечатной секции: износ шестерен наросты из краски на валах и т.п.;
- неподходящий тип растра флексоформ.
Более подробную информацию можно получить у сотрудников официального представителя компании Apex Internationals на территории Беларуси, ООО «Туссон-Принт», по телефонам +375 17 389 77 86 (83).
